
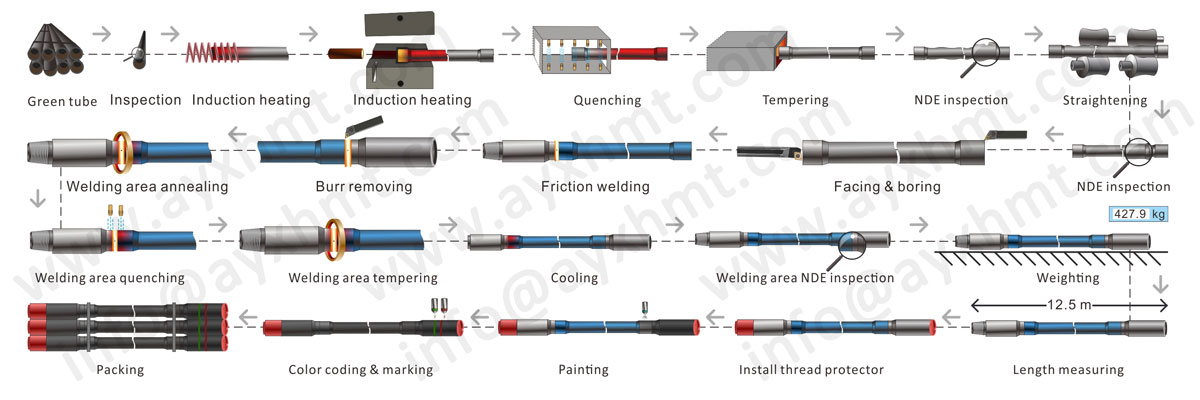
Линия по производству бурильных труб API 5DP состоит из индукционной нагревательной печи, устройства автоматической подачи и разгрузки, гидравлического пресса для осадки, машины для испытания дрейфовых оправок, линии термообработки бурильных труб, гидравлического правильного станка, токарного станка для нефтяной промышленности, машины для сварки трением, термообработки зоны сварки линии, окрасочные машины, машины для измерения длины и веса, машины для кодирования и маркировки цветов и т.д.
I. Ассортимент продукции
Диапазон диаметров бурильных труб: от 60,3 мм до 168,3 мм (от  ” в
” в  ”)
”)
Марка стали: E75, X95, G105 и S135
Огорчающие формы: ЕС, IU и IEU.
II. производительность
0,5 шт / мин, 2 смены / день, 260 рабочих дней / год.
Производительность за год 0,5 × 60 × 2 × 8 × 260 = 124800 шт.
III. Описание основного оборудования
1. Гидравлический обсадный пресс

Гидравлический обжимной пресс, выбранный для этого производства, обладает достаточной мощностью, чтобы вывести из строя минимальный и максимальный корпус трубы от ” в ” (от 60,3 мм до 168,3 мм).
2 комплекта гидравлических осаживающих прессов размещаются одновременно, один комплект гидравлических осаживающих прессов используется для завершения осадки на один конец корпуса трубы, другой комплект гидравлических осаждающих прессов используется для расшатывания другого конца корпуса трубы, что значительно повышает производительность и эффективность.
Все процессы осадки, включая загрузку труб, транспортировку труб, подачу, индукционный нагрев, зажим матрицы, высадку, охлаждение и смазку матрицы, полностью автоматизированы.
2. Машина для испытания оправки дрейфа
После осадки испытание дрейфовой оправки следует проводить в соответствии со стандартом API 5DP.
Эта машина для испытания дрейфовых оправок является специальным оборудованием для контроля качества диаметра масляной трубы. Он принимает стандартный датчик диаметра, чтобы проверить цилиндрическость и прямолинейность корпуса трубы после осадки.
3. Нефтяной токарный станок
Наша компания может поставлять токарные станки с ЧПУ с плоской станиной экономичного типа, токарные станки с ЧПУ с умеренной наклонной станиной с ЧПУ и высокопроизводительные токарные станки с ЧПУ.
Токарный токарный станок с ЧПУ с плоской станиной эконом-класса с ЧПУ оснащен двойными пневматическими патронами, электрической револьверной головкой V4, системой SINUMERIK808D или Fanuc 0i-TF.
Токарный станок с ЧПУ с наклонной станиной с ЧПУ оснащен двойными гидравлическими патронами, гидравлической револьверной головкой H8, системой ЧПУ Fanuc 0i-TF.
Все 2 типа масляных токарных станков можно использовать для обработки и расточки труб после осадки.
4. Гидравлический сварочный аппарат
Гидравлический аппарат для сварки трением может осуществлять автоматическую подачу труб, сварку трением, удаление сварочных швов внутри и снаружи, разгрузку бурильных труб после сварки. Удаление внутреннего сварочного шва осуществляется внутренним пуансоном, удаление внешнего сварочного шва производится режущим инструментом. Действия оборудования являются последовательными, точными, и сварочная часть заготовки сваривается при полной контактной поверхности, осевая и радиальная ориентация являются точными.
Первый и второй классы трения и осадки контролируются временем, а временные параметры могут быть предварительно установлены или изменены с помощью ПЛК и сенсорного экрана, что удобно для изменения стандарта и автоматической сварки при сварке многих видов заготовок.
В процессе сварки в реальном времени могут отображаться скорость шпинделя, осевое давление, смещение ползуна, кривая тока двигателя шпинделя, данные и состояние переключателей.
5. Линия термообработки зоны сварки

Промежуточная частота индукционной печи используется для нагрева зоны сварки бурильной трубы до температуры отжига для снятия сварочного напряжения. После этого область сварки нагревается до температуры закалки, затем вода распыляется в зону сварки для охлаждения. Наконец, зона сварки нагревается до температуры отпуска и некоторое время выдерживается при этой температуре.
Индукционные катушки имеют функции регулировки положения (вверх и вниз, влево и вправо, спереди и сзади) для обеспечения точного положения нагрева.
Во время процесса нагрева бурильная труба вращается на трубном конвейере для обеспечения равномерной температуры.
СВЯЗАТЬСЯ С НАМИ
Наша команда поддержки обычно отвечает за 24 часа.



















